
Skľučovadlo
Cat:Diely obrábacieho stroja
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac01
Pôvod mlynčeka bez centra
Pôvod mlynčeka bez centra sa dá vysledovať až do začiatku 20. storočia. V tom čase sa automobily rýchlo vyvíjali a viac ako 20 automobilových spoločností, ako sú Mercedes-Benz, Ford a General Motors, boli zriadené jeden po druhom. Organizačná forma automobilovej výroby vstúpila do výroby štandardizácie a montážnej linky. Groper bez centra sa zrodil na základe dopytu automobilového priemyslu pre vysoký objem výroby presných dielov.

Workshop pre výrobu automobilov začiatkom 20. storočia
V roku 1921 spoločnosť Cincinnati Milling Machine Company prijala objednávku brúsky od spoločnosti Ford Motor Company, vyrábala na čas na TIME desať mlyncov bez centra a 17. februára 1922 ich doručila spoločnosti Ford.

Cincinnatiho bez centra bez centra dodaného spoločnosti Ford
Pri narodení mlyncov bez centra sa rozmerová presnosť a guľatá častí priamo zvýšila o jednu štvrtinu a čas výroby klesol na jednu desatinu originálu. Táto technológia odstredivej mletia umožňuje nielen hromadnú výrobu, ale tiež umožňuje výrobu vymeniteľných častí.
02
Rozvoj bezdotátnych brúsnych strojov v našej krajine
V mojej krajine sa mleté mlynky začali neskoro, ale vyvíjali sa relatívne rýchlo a zažili tri hlavné fázy: výroba napodobňovania, sebakontrolu a moderný dizajn.
1. Fáza výroby napodobňovania
1954-1960 bola fáza imitácie. V roku 1954 továreň na výrobu strojov Wuxi napodobňovala mlynčeky bez centra bez centra M2075. V roku 1957 bola napodobňovaná široká piesočná mlynček M1075K.

Groper bez centra v mojej krajine (Obrázok Zdroj: Oficiálna webová stránka Wuxi Suil Termaliss)
2. Slávnostná fáza-Self-rozvoj mlynčeka mojej krajiny bez centra M1025
V októbri 1956 začala továreň na strojové obrábaky Wuxi navrhovať brúsku M1025 pod vedením sovietskych odborníkov. Prostredníctvom spoločného úsilia technikov a starých pracovníkov sa prekonali rôzne technické ťažkosti. V marci 1958 bol zostavený nový produkt a hodnotenie bolo prijaté.
Toto je brúska navrhnutá spoločnosťou Wuxi strojovňa a je to tiež samostatne vyvinutý mlynček bez centra v mojej krajine. Úspešný vývoj tejto mlynčeky bez centra nahromadil veľa cenných skúseností pre následný výskum a vývoj našej mlynčeky bez centra.
Od roku 1961 do roku 1970 boli v Číne navrhnuté mleté stroje Wuxi Strojové náradie pre výrobné stroje na výrobu špeciálnych mletých strojov bez centra bez centra na spracovanie plynových ventilov, guľôčkových špendlíkov, krížových hriadeľov, oceľových potrubí, motorových hriadeľov atď. Tieto znamenajú zrelosť sebaúctiteľov bezúhonných mlyncov v našej krajine. Počas tohto obdobia továreň na výrobu strojov Wuxi strojov, továreň na strojové obrábaky Xianfeng, Factory Benxi Second Suve Mainle Tool, ChangChun Spravič a ďalší výrobcovia postupne vyrábali sériu bežných bezdotátnych brúsnych strojov.
3. Moderná fáza dizajnu
S rozvojom vedy a techniky, od začiatku osemdesiatych rokov minulého storočia vstúpili do moderných fázy dizajnu. Moja krajina vyvinula nielen novú generáciu vysokorýchlostných mlyncov a vysokorýchlostných mlyncov bez centra, ale tiež aplikovala modulárny dizajn, statický a dynamický dizajn konečných prvkov, dizajn podporovaný počítačom a optimalizáciu na návrh mlyncov bez centra.
03
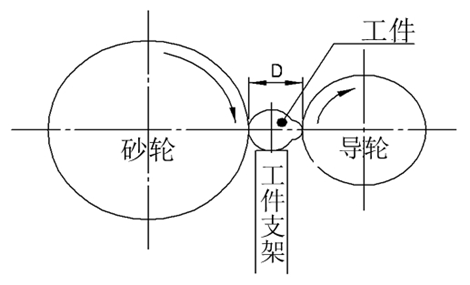
Pracovný princíp a metóda brúsky bez centra. Ako už názov napovedá, mlynček bez centra je typ mlynčeka, ktorá nemusí ukrývať stred obrobku na brúsenie. Skladá sa hlavne z troch mechanizmov: brúsenie brúsky, vodiace koleso (nastavovacie koleso) a držiak obrobku (paleta). Funkciou brúsneho kolesa je odstránenie povrchu z mletia a generovanie požadovaného stupňa svetla; Funkciou vodiaceho kolesa je ovládanie rýchlosti rotácie mletia; Držiak obrobku sa používa na podporu mletia počas mletia.
Podľa metódy kŕmenia obrobku existujú tri metódy brúsenia bez centra:
Metóda kŕmenia v krížovom smere: Vhodné na brúsenie viac priemeru alebo špeciálneho tvaru obrobkov. Metóda kŕmenia: Má vysokú výrobnú účinnosť pre mletie ihlových valcov, valcových valčekov a zúžených valcov. Metóda tangenciálneho kŕmenia: Schopnosť brúsiť špeciálny obrobok v tvare, napríklad sférický valček.
04
Výhody a nevýhody mletia bez centra a valcové brúsenie
Vieme, že medzi všetkými brúskami sú valcové brúsky široko používané obrábacie strojné obrábaky a dokážu spracovať rôzne valcové kužeľové vonkajšie povrchy a povrchové brúsky koncových ramien. Takže pri spracovaní obrobku by sme si mali zvoliť brúsenie alebo valcové brúsenie? Vyžaduje si to pochopenie ich charakteristík a výhod a nevýhod.
Práve sme predstavili pracovný princíp mlynčeka bez centra a nasledujúce sú jeho charakteristiky.
1.
2. Mechanizmus umiestnenia držiaka a vodiaceho kolies má lepšiu podpornú tuhosť ako bežné valcové mlynčeky a mechanizmus centrálneho rámca a môže byť väčší pri rezaní objemu, ktorý vedie k spracovaniu štíhlych obrobkov hriadeľa, čo uľahčuje dosiahnutie vysokorýchlostného brúsenia a silného mletia.
3. Obrobok vonkajšej valcovej mlynčeka bez stredného valca je umiestnený na mechanizme umiestnenia vonkajšou valcovou mlynou. Mlieko je príspevok v priemere obrobku. Preto opotrebovanie brúsneho kolesa, kompenzácia kŕmneho mechanizmu a chyba presnosti polohy v rezačkovom mechanizme na priemeru a rozmerovej presnosti časti je iba polovicou riadnej vonkajšej valcovej mlyniny. Nie je potrebné vŕtať centrálny otvor a je ľahké dosiahnuť automatické nakladanie a vykladanie.
4. Široký brúska brúsky bez brúsky prechádza mechanizmom, ktorý môže zakaždým zvýšiť príspevok na spracovanie. Pri rezaní do mletia môžu byť zložité povrchy brúsené v sekvencii alebo viacerých brúsnych kolesách, ktoré majú vysokú produktivitu a širokú škálu aplikácie.

V porovnaní s bezdotátnymi vonkajšími valcami sú nasledujúce charakteristiky:
1. Pokiaľ ide o efektívnosť mletia, valcové brúsenie je oveľa horšie ako mletie bez centra, takže výrobné náklady sú relatívne vysoké.
2. V porovnaní s odstredivým mletom sú však výhody vonkajšieho valcového mletia tiež veľmi zrejmé. Valcovitá chyba generovaná počas spracovania sústruženia pred jadrom valca sa môže korigovať; Po druhé, krokový hriadeľ môže byť brúsený; Ak ide o externú valcovú mlynček CNC, môže byť tiež uzemnený v stredných a vysokých alebo oblúkových povrchoch.
3. Pokiaľ ide o celkovú valcovú presnosť, valcové brúsenie je vo všeobecnosti lepšie ako odstredivé brúsenie.
05
Stredová mlynček na spracovanie lokomotívy nafta
Po zavedení výhod a nevýhod mletia a valcového brúsenia bez centra, pozrime sa na praktický prípad aplikácie.

Lokomotívny dieselový ventil
Ventily sú dôležitou súčasťou prevádzky dieselových motorov. V 70. a polovici osemdesiatych rokov spoločnosť prijala tradičný proces mletia valcovi (obidva metóda polohy koncového umiestnenia), ale keďže pomer dĺžky dĺžky k priemeru k priemeru je väčší ako 10 (pozri obrázok nižšie).
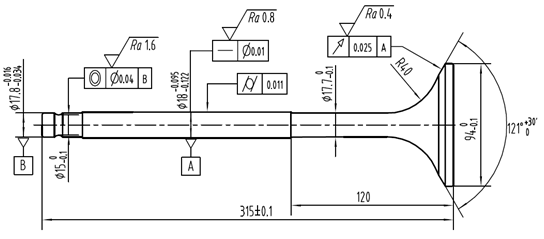
DF11 lokomotívny dieselový ventil
Tradičná metóda mletia valcovi výrazne znižuje tuhosť systému mletia. Zároveň je vo všeobecnosti nerovnomernosť vo veľkosti ventilovej tyče po brúsení, najmä problémy s defektmi bubnovania v tyči a nízka účinnosť spracovania neboli dobre vyriešené.
V polovici až do konca osemdesiatych rokov spoločnosť predstavila japonské brúsky bez centra. Celková trasa technológie spracovania ventilov bola prepracovaná okolo tyče metódou mletia bez centra (metóda strihania mletia). V následnom procese spracovania sa jasne odrážala výhoda procesu mletia bez centra mletia, najmä v: dobrej rozmerovej tolerancii (v rámci 0,02 mm), dobrá rovnomernosť drsnosti povrchu (akúkoľvek drsnosť povrchu časti tyče je v rámci RA0.35) a mletie bez centra môže dosiahnuť vysoký tvar a požiadavky na toleranciu tolerancie polohy.
Spoločnosť sa dozvedela z desaťročí skúseností s ventilmi výroby hromadnej výroby, že časť ventilovej tyče prijíma mletie bez centra, je účinnou a pohodlnou metódou spracovania dávky. Vďaka nepretržitému rozvoju trhu s výrobkami Valve majú dve výrobné linky spoločnosti v oblasti ventilov v súčasnosti viac stredobodom brúsky (Microsa, Japonsko a Guangyang, Japonsko) pre časť tyče mletia pre mletie. Špecifikácie spracovania zariadení môžu vykonávať rôzne typy stredne rýchlosti morských ventilov nafty a môžu pomôcť zákazníkom pri výskume a vývoji vysoko nákladovo efektívnych ventilov naftových motorov.

mlynček bez centra
06
zhrnutie
Brúsenie bez centra je metóda presného obrábania s vysokou produkciou v súčasných metódach mechanického spracovania. Táto metóda mletia môže obrobku umožniť získať dobrú kvalitu spracovania povrchu, vysokú presnosť spracovania a vysokú účinnosť spracovania. Všeobecne sa používa pri spracovaní kolíkov, štíhlych prútov a potrubí s dlhými priemermi a široko sa používa v oblasti výroby ložísk.
V posledných rokoch továrne na obrábacie náradie v mojej krajine, ktoré produkujú mlynčeky bez centra, držali krok s vývojom časov a snažili sa zlepšiť výkon bez centra mlyncov. Aj keď v aplikácii nových materiálov a výskum a vývoj nových technológií stále existuje určitá medzera s zahraničnými pokročilými mlyncami bez centra centra a snaží sa prekonať technické ťažkosti, čo viedlo k technológii bez centra mlyncov v mojej krajine, ktorá sa vyvíja smerom k vysokej rýchlosti, vysokej vysokej presnosti, vysokej účinnosti, ochrane životného prostredia a inteligencie.

Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac
Kategória: Špeciálny ventil CNC brúska Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém...
Viac
Kategória: Obrábanie Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém riadenia kvality ...
Viac
Kategória: Ventil slepý lišta Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém riadenia...
Viac
Kategória: Vyhotovka na testovanie výrobkov Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad s...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac


