
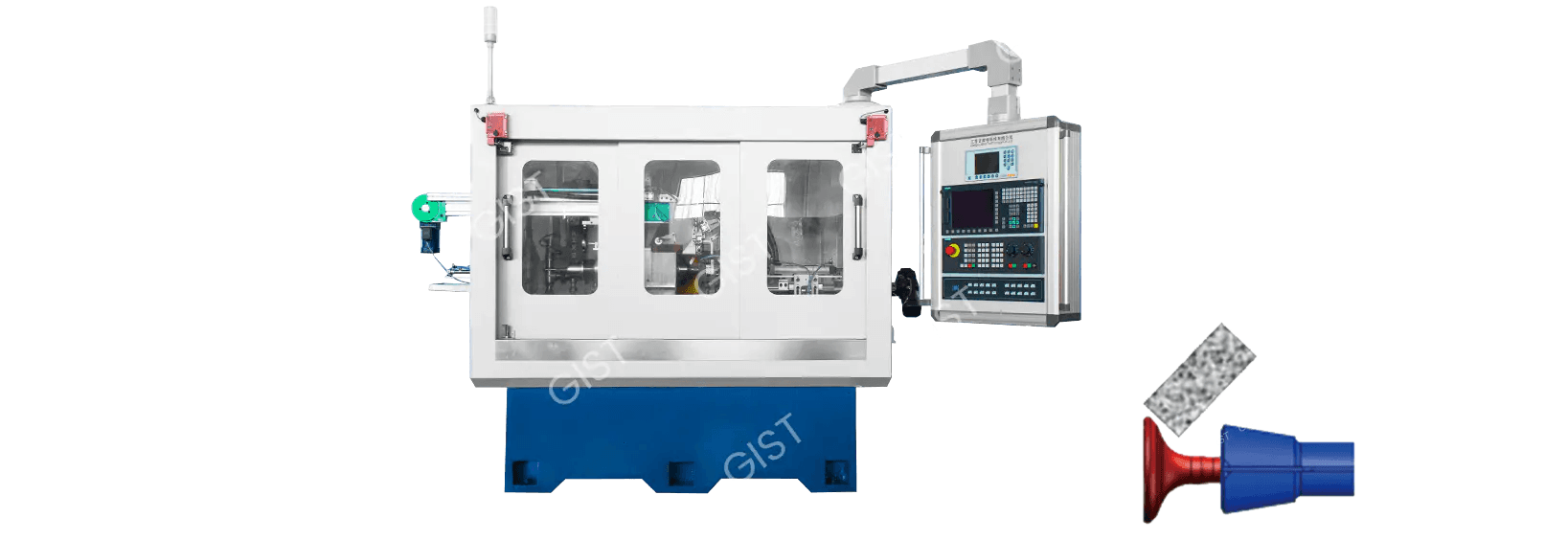
Keramický brúsny stroj na precíznosť kolies CBN
Cat:CNC ventil brúsky
Kategória: Špeciálny ventil CNC brúska Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém...
ViacVýskyt mlečných kolies viazaných kubickým bórom bóru bóru (CBN) poskytol roztok pre vysoko presné mletie kužeľa. CBN (kubický bór nitrid) je druhý najťažší materiál po diamante a vitrifikovaná väzba prepožičiava vynikajúcu tepelnú odolnosť a štrukturálnu stabilitu na brúsenie kolesa. V porovnaní s tradičnými brúsnymi kolesami patrí hlavné výhody vitrifikovaných mletých kolies CBN:
Extrémne dlhá životnosť: Odolnosť proti opotrebeniu je viac ako 100 -krát vyššia ako odporúčacie kolesá Corundum, čo výrazne znižuje zmeny nástrojov a časy obväzov.
Vysoká tepelná stabilita: vydrží teploty presahujúce 1400 ° C, čo bráni tepelnej deformácii obrobku.
Vysoké presné zadržiavanie: Nízka strata brúsneho zrna zaisťuje dlhodobú a stabilnú presnosť obrábania.
Vysokoúčinné brúsenie: Zvyšuje mieru odstraňovania kovov o 30% až 50%, čo výrazne zlepšuje účinnosť výroby.
Vitrifikované mleté kolesá CBN sú vysokovýkonné mlecie nástroje vyrobené z kompozitu kubického bóru nitridu (CBN) abrazívne a vitrifikovaného spojiva. Táto jedinečná kombinácia materiálu im dáva výnimočný výkon obrábania.
Vlastnosti Abrokátov CBN
Kubický bór nitrid (CBN) je syntetický materiál suprehard s kryštálovou štruktúrou podobnou diamantom, ktorý pozostáva z kovalentne viazaných atómov bóru a dusíka. ABRASIVES CBN majú nasledujúce vynikajúce vlastnosti:
(1) extrémne vysoká tvrdosť a odolnosť proti opotrebeniu
Mikrohardness môže dosiahnuť 4500HV, druhý iba na Diamond (10000HV) a viac ako dvojnásobok metrom Corundum (2000HV)
Odolnosť voči opotrebovaniu je viac ako 100-násobok odhodovania bežných abrazív Corundum, čo je obzvlášť vhodné na spracovanie materiálov s vysokou tvrdosťou
(2) Vynikajúca tepelná stabilita
Vysoko teplotný odpor až do 1400 ° C (diamant začína oxidovať pri 800 ° C)
Udržuje rezanie výkonu pri vysokých teplotách a nereaguje s kovmi na báze železa
(3) Dobrá chemická inerte
Nereaguje chemicky s kovmi, ako je železo, nikel a kobalt
Obzvlášť vhodné na spracovanie železných kovov, ako je kalená oceľ a vysokorýchlostná oceľ
Charakteristiky vitrifikovanej väzby
Vitrifikovaná väzba je kľúčovým faktorom pri určovaní výkonnosti brúsnych kolies. Medzi jej hlavné vlastnosti patrí:
(1) Vysoký tepelný odpor
Teplota spekania môže dosiahnuť nad 1200 ° C
Udržiava stabilné mechanické vlastnosti v rámci pracovného teplotného rozmedzia
(2) Vynikajúca tuhosť
Elastický modul dosahuje nad 100 GPA
Malá deformácia počas brúsenia, ktorá vedie k udržaniu presnosti spracovania
(3) kontrolovateľná pórovitosť
Pórovitosť 5%-40% sa dá dosiahnuť pomocou úpravy vzorca
Pórovitosť pomáha pri odstraňovaní a chladení čipov, zabraňuje popáleninám obrobku
(4) Dobré samoobsadenie
Zrny abrazívne môžu po pasivácii spadnúť v čase a odhaliť novú ostrú hranu
Udržiava nepretržitý a stabilný mletý výkon
Unikátna štruktúra keramických brúsnych kolies CBN
Typické keramické mlecie kolesá CBN prijímajú viacvrstvový dizajn štruktúry:
(1) Abrazívna vrstva
Koncentrácia CBN je zvyčajne 75%-150% (objemová frakcia)
Rozsah veľkosti abrazivách: hrubé brúsenie #80- #120, jemné brúsenie #400- #2000
(2) prechodná vrstva
Zaisťuje pevné spojenie medzi brúsnou vrstvou a substrátom
Hrúbka je zvyčajne 1-2 mm
(3) Maticový materiál
Hliníková zliatina: Ľahká, vhodná pre vysokorýchlostné brúsenie
Oceľová matica: Vysoká tuhosť, ktorá sa používa na brúsenie s vysokým obsahom zaťaženia
Výhody keramického dlhopisu
Keramická väzba je anorganický materiál zložený zo sklenenej fázy a kryštalickej fázy. Jeho výhody zahŕňajú:
Vysoká tuhosť: odolnejšia voči deformácii ako živicia alebo kovová väzba, vhodná na mletie s vysokou presnosťou
Vysokoteplotný odpor: udržiava stabilitu aj počas vysokorýchlostného mletia (viac ako 120 m/s).
Vynikajúce samopyharping: Po otupení abrazívne zrná upadnú, odhaľujú čerstvo naostrenú hranu a udržiavajú ostrosť.
Porovnanie s tradičnými brúsnymi kolesami (korundum, diamant atď.)
Porovnanie výkonnosti
V porovnaní s tradičnými brúsnymi kolesami ponúkajú keramické brúsky CBN značné výhody:
| Výkonnostné špecifikácie | Koleso | Živice-resin CBN brúsenie kolesa | Vitrifikované brúsky CBN |
| Maximálna prevádzková teplota | 800 ° C | 300 ° C | 1400 ° C |
| Rast mletia (hodnota G) | 10-50 | 200-500 | 500-2000 |
| Maximálna lineárna rýchlosť | 80 m/s | 100 m/s | 160 m/s |
| Dimenzionnosť | Spravodlivý | Dobrý | Vynikajúci |
| Frekvencia obliekania | Vysoký | Médium | Nízky |
Výber a zodpovednosť mletia kolies
Vyberte príslušnú koncentráciu CBN na základe materiálu obrobku (pre kalenú oceľ sa odporúča 100%-150%)
Zásady výberu veľkosti štrku:
Hrubé brúsenie: #80- #120
Polo-jemné brúsenie: #150- #240
Jemné brúsenie: #400 a viac
Výber typu spojiva (sklenená fáza/mikrokryštalická keramika)
Inštalačné špecifikácie
Použite vyhradenú prírubu na zabezpečenie rovnomerne distribuovanej upínacej sily
Po inštalácii sa vyžaduje dynamické vyváženie (zvyšková nevyváženie ≤ 0,4 g · mm/kg)
Vykonajte test voľnobehu pred počiatočným použitím (3 0 minút a potom postupne zvyšujte rýchlosť na prevádzkovú rýchlosť)
Nastavenie parametra Kľúčové body
Lineárne riadenie rýchlosti:
Oceľ: 80-120 m/s
Karbid: 60-100 m/s
Výber rýchlosti podávania:
Hrubé brúsenie: 0,01-0,03 mm/mŕtvica
Jemné brúsenie: 0,002-0,01 mm/zdvih
Časy čistenia iskry: Počas fázy jemného mletia vykonajte najmenej tri brúsky bez iskry.
Riadenie chladiacej kvapaliny
Musí sa použiť špecializovaná brúsna tekutina (pH 8,5-9,5).
Požiadavka prietoku: ≥ 2 l/min na mm šírky brúsenia kolies.
Presnosť filtra ≤ 25 μm. Pravidelne kontrolujte koncentráciu (odporúčané 4 -6%)
Špecifikácie obväzu na brúsenie kolies
Výber návrhu nástroja:
Hrubý obväz: jednostupňové diamantové pero
Jemný obväz: diamantový valček
Parametre obväzov:
Kŕmenie obliekania: 0,002-0,01 mm/zdvih
Pomer rýchlosti obliekania: 0,6 až 0,8 (pomer lineárnej rýchlosti kolieska k valcovi)
Monitorovanie
Pravidelne kontrolujte stav povrchu brúsneho kolesa (každých 8 hodín)
Stanovte systém monitorovania sily/napájania a nastavte prahové hodnoty alarmu
Zaznamenajte údaje o životnom priemysle brúsenia kolesa (priemerný počet častí spracovaných v intervale obväzu)
Ochranné opatrenia
Musí byť nainštalovaný ochranný kryt (otvárací uhol ≤ 180 °)
Prevádzkovatelia musia nosiť ochranné masky (na ochranu pred prachom CBN).
V pracovnej oblasti musí byť nainštalovaný magnetický oddeľovač, aby sa zhromažďovali kovové čipy.
Neobvyklý manipulácia
Postup manipulácie s prebytkom vibrácií:
Okamžite zastavte stroj.
Skontrolujte radiálny nános vretena (mal by byť ≤0,005 mm).
Vyváženie.
Odpoveď popálenia obrobku:
Skontrolujte uhol rozprašovania chladiacej kvapaliny.
Znížte rýchlosť posuvu o 20%-30%.
Riadenie teploty a vlhkosti
Udržujte teplotu seminára 20 ± 2 ° C.
Relatívna vlhkosť 45%-65%.
Presné mletie miestnosti sa musia udržiavať pri konštantnej teplote.
Opatrenia na prevenciu vibrácií:
Nainštalujte zariadenie do vibračných základov (amplitúda ≤2 μm).
Vyhnite sa lokalizácii zariadenia v rovnakej oblasti ako vypaľovacie zariadenie.
Fenomén: Uhol kužeľa obrobku z tolerancie (> ± 0,005 °)
Možné príčiny:
Strata geometrickej presnosti obrábacieho nástroja (Sprievodca/vreteno)
Nesprávne nastavenie uhla brúsneho kolesa
Nedostatočná tuhosť obrobku/príslušnosti spôsobujúceho deformáciu
Riešenia:
Použite laserový interferometer na kontrolu geometrickej presnosti strojového náradia (zaostrenie na osi Z a kolmo os x))
Prekalibrujte uhol mletia kolesa (odporúča sa pomocou štandardného uhlia))
Pridajte ďalšie body podpory obrobku a prepnite do hydraulickej svorky (ovládali upínaciu silu na 3-5 MPa)
Fenomén: Roundness> 2 μm
Možné príčiny:
Zlá dynamická rovnováha drviaceho kolesa
Opotrebovanie ložiska vretena (radiálny zátok> 0,003 mm)
Nadmerné mletie parametre
Riešenie:
Vyvážiť brúsenie kolesa (cieľová hodnota: G1.0)
Skontrolujte radiálny nános vretena a v prípade potreby vymeňte ložiská (odporúčajú sa keramické ložiská)
Upraviť parametre:
Znížte lineárnu rýchlosť o 10%-15%
Znížte rýchlosť posuvu na 50% pôvodnej hodnoty
Fenomén: Pravidelné vlnenie vzorov (vlnová dĺžka 0,1-0,5 mm)
Možné príčiny:
Brúsenie vibrácií systému Wheel-Workpiece.
Základná základňa
Mletie
Riešenie:
Skontrolujte a posilňujte základ (hodnota vibrácií by mala byť ≤ 2 μm/s)
Upravte rýchlosť rotácie, aby ste zabránili rezonančnej zóne (stanovené analýzou spektra FFT)
Používajte nerovnako rozmiestnené brúsne koleso (napríklad typ špirálovej drážky)
Príznak: sfarbenie povrchu obrobku (oxidácia)
Možné príčiny:
Nedostatočné chladenie (neprimeraný prietok/tlak)
Upchaté póry brúsky
Nadmerná rýchlosť posuvu
Riešenie:
Optimalizovať chladiaci systém:
Zvýšte prietok na 15 l/min · mm (šírka brúsneho kolesa)
Použite dizajn duálnej dýzy (jeden na vrchu a jeden na spodnej časti, naklonený pri 15 °)
Vyčistite póry brúsneho kolesa vysokotlakovým vzduchovým pištoľom (0,6 MPA stlačený vzduch)
Znížte rýchlosť posuvu o 30% a zvýšte počet leštiacich cyklov (≥ 3)
Príznak: Životnosť brúsenia kolies sa znižuje o viac ako 50%
Možné príčiny:
Nevhodná koncentrácia
Zmeny materiálu obrobku (napr. Obsahujúce tvrdé fázy)
Nesprávne parametre obväzov
Riešenie:
Upravte koncentráciu CBN:
Zhasovaná oceľ: 100%-125%
Karbid: 75%-100%
Upravte parametre obväzov:
Znížte rýchlosť posuvu obväzov na 0,001 mm/mŕtvica
Upravte pomer rýchlosti obväzu na 0,4
Fenomén: Na povrchu brúsneho kolies sa objavuje „plešaté škvrny“
Možné príčiny:
Nedostatočná pevnosť v spojení
Nadmerné nárazové zaťaženie
Korózia chladiacej kvapaliny
Riešenie:
Použite mikrokryštalickú keramickú väzbu s vysokou pevnosťou
Optimalizujte metódu rezania (použite sklonené rezanie, uhol <5 °)
Zmeňte typ chladiacej kvapaliny (vyhnite sa prísadám obsahujúcim síru)
Fenomén: 30% zníženie rýchlosti odstraňovania kovov
Možné príčiny:
Mletie tuposť kolesa
Nedostatočná brúsna sila
Konzervatívne parametre procesu
Riešenie:
Implementovať monitorovanie stavu:
Nastavte prahovú hodnotu výkonu (85% hodnoteného výkonového alarmu)
Použite snímač akustických emisií na monitorovanie stavu brúsenia kolies
Fenomén: Rozmerová variácia dávok> 0,005 mm
Možné príčiny:
Akumulovaná tepelná deformácia
Chyba merania
Nekompenzované opotrebenie brúsneho kolesa
Riešenie:
Implementovať kompenzáciu teploty:
Čas zahrievania stroja ≥ 2 hodiny
Nainštalujte systém regulácie teploty okolia (20 ± 1 ° C)
Stanoviť mechanizmus automatickej kompenzácie:
Spustite online meranie každých 10 dielov
Automaticky opravte súradnicu osi Z PLC
Núdzové opatrenia:
Okamžite stlačte tlačidlo núdzového zastavenia
Skontrolujte integritu ochranného obalu
Príčiny vyšetrovania:
Nadmerná rýchlosť (skontrolujte štítok s maximálnou rýchlosťou)
Nadmerné inštalačné napätie (krútiaci skrutky príruby podľa príručky)
Núdzové opatrenia:
Skontrolujte hydraulický tlak svorky po vypnutí (zvyčajne 3-5 MPa)
Použite roztok sekundárneho polohovania (mechanické umiestnenie pneumatického upínacieho upína
Pridajte vizuálnu inšpekciu do kľúčových procesov (na potvrdenie správneho upínania)
Zriadiť monitorovací denník:
Zaznamenajte krivku brúsnej sily po každom obväzu
TRAČNÉ TRENOVANÉ TRENDY LIFICKÉHO KOLY (Správa riadiacich grafov)
Správa náhradných dielov:
Udržiavajte núdzové brúsky obliekajúce sa náradie (diamantové valčeky)
Náhradné diely na ložisku vretena (odporúčaná povinná výmena po 8 000 hodinách)
Keramické mlynčeky na presnosť kolies CBN sú špičkové vybavenie špeciálne navrhnuté na obrábanie vysoko presných kónických dielov. Ich základné funkcie sú nasledujúce:
Dosiahnutie presnosti obrábania na úrovni mikrónu (Roundness ≤ 1 μm, tolerancia uhla kužeľa ± 0,003 °).
Môže spracovať rôzne kónické štruktúry:
Automobilový prenos synchronizátor
Mortise s motorovým motorom a kužele s drážkami Tenon
Presné pretekárske kužele
Šialené kužele
Navrhnuté pre materiály s vysokou tvrdosťou:
Tvrdená oceľ (HRC60)
Zliatiny s vysokou teplotou (Inconel 718 atď.)
Karbid (YG8 atď.)
Vyriešte problémy s tradičnými brúsnymi kolesami, ktoré sú „neschopné brúsiť“ a sú náchylné na popáleniny
Integrovaný proces mriežky
Vyplňte obrábanie viacerých funkcií v jednom nastavení upínania:
Valcový povrch
Koncová tvár
Profilovanie povrchovej drážky
| Porovnávacia položka | Koleso | Vitrifikované brúsky CBN |
| Životnosť obliekania | 50 kusov | 2 000 kusov |
| Celková životnosť | 200 kusov | 50 000 kusov |
| Frekvencia obliekania | Dvakrát na smenu | Raz týždenne |
Drsnosť povrchu RA dosahuje 0,1 μm (zrkadlová povrchová úprava)
Žiadna hĺbka vrstvy popáleniny <2 μm (konvenčné brúsky kolesá> 10 μm)
Zvyškové napätie kontrolované v rámci -200 mPa (stav tlakového napätia)
Výrazne vylepšená miera odstraňovania kovov:
Zhasovaná oceľ: 2,5 mm³/mm · s (konvenčný proces 0,8 mm³/mm · s)
Karbid: 1,2 mm³/mm · s (konvenčný proces 0,3 mm³/mm · s)
Čas cyklu skrátený o 40%-60%
Porovnanie spotreby energie:
Konvenčné brúsenie: 25 kW · H/100 kusov
Brúska CBN: 8kW · H/100 kusov
Zníženie odpadu:
Brúsky čipy znížené o 80%
Spotreba chladiacej kvapaliny sa znížila o 50%
Vybavený systémom merania online (laser/typ kontaktu)
Funkcia adaptívnej kompenzácie:
Automaticky opravuje opotrebenie brúsenia kolies
Kompenzácia v reálnom čase za tepelnú deformáciu
Digital Twin System predpovedá výsledky obrábania
Technológia nano-ceramiky:
Pevnosť v ohybe sa zvýšila na 180 MPa
Tepelná odolnosť sa zvýšila o 30%
Viacvrstvové kompozitné brúsenie kolesa:
Základná vrstva: matica s vysokou tlmivou
Prechodná vrstva: gradient materiál
Pracovná vrstva: Agregáty mikrokryštálov CBN
Technológia kryogénnej mletia:
Teplota obrobku <150 ° C (konvenčný proces> 400 ° C) dosiahnutý vysokotlakovým chladením prúdu
Technológia potlačenia vibrácií:
Aktívny tlmiaci systém riadi amplitúdu vibrácií do 0,5 μm
Funkcia prepojenia s piatimi osami:
Maximálne spojenie Počet osí: x/y/z/os/stred
Presnosť umiestnenia: 5 μm 5 μm/300 mm
Modulárny dizajn:
Výmena rýchleho brúsenia jednotky kolesa (<10 minút)
Voliteľné moduly funkcie otáčania/frézovania
Ovrobenie kužeľa prenosu synchronizátora:
Presnosť obrábania sa zlepšila na DIN 5
Jednotkové náklady sa znížili o 35%
Nové obrábanie hriadeľa motora energetického vozidla:
Dosiahnuť toleranciu 0,005 mm
Eliminujte problém s hlukom spojený s tradičnou montážou
Mortise Mortise Mortise a Tenon:
Únava sa zvyšovala trikrát
Obrábkový cyklus sa znížil z 8 hodín na 2,5 hodiny
Ovukenie kužeľa Lose Cone:
Integrita povrchu spĺňa štandardy AMS2420
Miera šrotu sa znížila z 15% na 0,5%
Ovrobenie vŕtania vŕtačke vŕtačke:
Špičkové vrstvenie <3 μm
Životnosť nástroja sa zvýšila o 50%
Vysoko presné frézovacie rezačky s zúženými stopkami:
Kontaktná oblasť> 90%
Upínacia opakovateľnosť 1 μm
Inteligentné vylepšenia:
Integrovaný systém optimalizácie procesu AI
Vývoj samo-learningového modelu predikcie stavu brúsenia
Zelená výroba:
Prielomy technológie suchého mletia
Vývoj degradovateľných spojivových materiálov
Ultra-presné obrábanie:
Dosiahnutie drsnosti povrchu nanočastíc (RA <0,05 μm)
Vývoj procesov odstraňovania na úrovni atómovej úrovne
Abnormálna presnosť obrábania sa prejavuje hlavne ako nadmerný uhol kužeľa a zlá guľatá. Nadmerný kužeľový uhol sa zvyčajne týka odchýlky viac ako ± 0,01 ° medzi skutočným opracovaným uhlom kužeľa a požiadavkou na konštrukciu, zatiaľ čo zlá guľatá naznačuje odchýlku viac ako 2 μm od opracovaného kruhového prierezu.
V prípade nadmerného uhol kužeľa musí byť najprv kalibrovaná geometrická presnosť stroje. Odporúča sa použiť laserový interferometer na kontrolu kolmej osi každej osi, najmä kolmo medzi osami x a z. Tento test by sa mal vykonať po stabilizácii prevádzkovej teploty stroja, zvyčajne si vyžaduje zahrievanie 1-2 hodiny. Ak sa zistí kolmo odchýlka, mala by sa opraviť podľa pokynov výrobcu stroja. Toto sa všeobecne dosiahne nastavením výšky vodiacej koľajnice na 0,005-0,01 mm.
Obväz na brúsenie kolies je tiež významným faktorom ovplyvňujúcim presnosť uhla zúženia. Odporúča sa obväz s diamantovými valcovými obväzmi s rýchlosťou posuvu obväzov 0,002-0,005 mm. Po obliekaní sú potrebné najmenej tri cykly leštenia bez iskry, aby sa zabezpečila rovnomernosť a ostrosť abrazívnych zŕn na povrchu brúsneho kolesa. Pri obrábaní zúženia s vysokou presnosťou sa odporúča otestovať brúsenie jedného alebo dvoch obrobkov pred konečným obrábaním. Získanie uspokojivých meraní sa môže začať hromadná výroba.
Zlá okrúhlosť často úzko súvisí so stavom vretena obrábacieho stroja. Najprv skontrolujte radiálny náradie vretena, ktorý by nemal prekročiť 0,003 mm pomocou indikátora číselníka. Ak je táto hodnota prekročená, bude možno potrebné vymeniť ložiská vretena. Ďalej musí byť brúsené koleso dynamicky vyvážené podľa štandardov G1.0, pričom nevyvážená sa riadi v rámci 0,4 g · mm/kg. Pre vysokorýchlostné mletie (lineárne rýchlosti presahujúce 80 m/s) sa na monitorovanie a úpravu v reálnom čase odporúča online dynamický vyrovnávací systém.
Defekty kvality povrchu zvyčajne zahŕňajú značky chatovania, popáleniny a nadmernú drsnosť. Značky chatter možno kategorizovať ako pravidelné a náhodné.
Pravidelné značky chatovania sa zvyčajne javia ako rovnomerné, periodické pruhy s vlnovou dĺžkou medzi 0,1 a 0,5 mm. Tento typ problému je primárne spôsobený vibráciami systému. Ošetrené opatrenia zahŕňajú: presne vyváženie brúsneho kolesa, aby sa zabezpečilo, že spĺňa normy G1.0; Upravenie rýchlosti vretena a pomocou analýzy spektra FFT na identifikáciu rezonančných frekvencií, aby sa predišlo citlivým rozsahom rýchlosti; a kontrola základu obrábacích strojov, aby sa zabezpečilo, že úrovne vibrácií sú pod 2 μm/s.
Náhodné značky chatovania sa javia ako nepravidelné povrchové značky, ktoré často naznačujú možné opotrebenie ložiska vretena. V prípade potreby by sa mali skontrolovať a vymeniť ložiská. Pri výmene venujte pozornosť predbežnému zaťaženiu. Nadmerné predpätie môže viesť k predčasnému zlyhaniu ložiska.
Popálené povrchy sú primárne spôsobené nadmernými teplotami v oblasti mletia. Roztoky zahŕňajú: zvýšenie prietoku chladiacej kvapaliny na najmenej 2 l/min na milimeter šírky brúsneho kolesa; kontrola polohy dýzy chladiacej kvapaliny, aby ste sa uistili, že je zarovnaná s brúsnou kontaktnou zónou; Optimalizácia mletia parametrov, primerane znižuje rýchlosť posuvu a zvyšuje počet leštiacich cyklov. Pri silných popáleninách môže byť potrebné nahradiť vitrifikované brúsené koleso CBN s vyššou tepelnou vodivosťou.
Nadmerná drsnosť často súvisí so stavom brúsneho kolesa. Keď sa brúsenie kolesa stane nudným, výrazne sa zhoršuje drsnosť povrchu. Obliekanie je potrebné brúsenie a po obliekaní by sa malo vykonať testovacia brúska na overenie stavu. Ak problém pretrváva, zvážte prechod na jemnejšie brúsenie kolesa alebo znížte rýchlosť posuvu o 50%.
Abnormality brúsenia kolies sa prejavujú predovšetkým ako nadmerné opotrebenie a abrazívna strata zŕn. Nadmerné opotrebenie brúsneho kolesa znamená, že jeho služobná životnosť je výrazne nižšia, ako sa očakávalo, a potenciálne dosiahlo iba 50% alebo dokonca menej jeho normálnej životnosti.
Medzi hlavné príčiny nadmerného opotrebenia patrí nesprávna abrazívna koncentrácia, zmeny vlastností materiálu obrobku a nesprávne nastavenia parametrov obväzov. V prípade ťažko materiálových materiálov, ako je kalená oceľ, sa odporúča použiť brúsne koleso s koncentráciou CBN medzi 100% a 125%. Pri obrábaní zliatin obsahujúcich tvrdé fázy sa koncentrácia môže znížiť na 75% až 100%. Pokiaľ ide o obväzové parametre, obliekanie by sa malo znížiť na 0,001 mm/zdvih a pomer rýchlosti obväzu by sa mal upraviť na približne 0,4.
Zrušenie sa prejavuje ako lokalizované „plešaté škvrny“ na povrchu brúsneho kolesa. Tieto lokalizované „plešaté škvrny“ sú zvyčajne spojené s nedostatočnou pevnosťou väzby, nadmerným nárazovým zaťažením počas obrábania alebo koróziou chladiacej kvapaliny. Medzi roztoky patrí: prepnutie na brúsne koleso s vysoko pevným mikrokryštalickým keramickým zväzkom; Optimalizácia obrábania dráhy, pri použití vstupu na rampovanie menej ako 5 °, aby ste zabránili nárazu spôsobeným rezy pravého uhla; a kontrola kompozície chladiacej kvapaliny, aby ste zabránili používaniu chladiacich látok obsahujúcich korozívne prísady, ako je síra.
Odozva na zlomenie kolesa
V prípade zlomeniny brúsneho kolesa by operátor mal okamžite aktivovať tlačidlo núdzového zastavenia, aby sa odpojil napájanie stroja. Potom skontrolujte integritu ochranného krytu, aby ste sa uistili, že žiadne lietajúce zvyšky nemôžu nikoho zraniť. Vyšetrovanie nehôd by sa malo zamerať na: či rýchlosť brúsenia kolies presahuje maximálnu rýchlosť určenú na štítku; či je montážna rovina príruby v rozmedzí 0,01 mm; a či je brúsne koleso vypršané alebo nesprávne uložené.
Odpoveď zlyhania obrobku
Zlyhanie upínania obrobku môže viesť k vážnym bezpečnostným rizikom a zlyhaniu obrobku. Medzi opatrenia na zlepšenie patrí prijatím dvojitého polohovacieho systému: mechanické umiestnenie na zabezpečenie referenčnej polohy, hydraulické upínanie, aby sa zabezpečila primárna upínacia sila a pneumatické blokovanie ako bezpečnostný prvok. Je možné pridať aj vizuálnu inšpekciu na potvrdenie, že pred spracovaním je zavedené upnutie obrobku.
Bežné riešenia problémov:
| Príznak | Možná príčina | Riešenie |
| Vločky na obrobku | Brúsenie nevyváženosť/opotrebovanie ložiska vretena | Vyváženie/vymeňte ložiská |
| Presnosť uhla zúženia presahuje | Strata geometrickej presnosti stroja | Prekalibrujte úroveň a vodiace cesty stroja |
| Nadmerné opotrebenie brúsenia kolesa | Nadmerné mletie parametre | Znížte lineárnu rýchlosť o 15%-20% |
| Popálenie povrchu obrobku | Nedostatočná nuda chladenia/brúsky | Zvýšte tok chladenia/vymeňte v čase |
| Znížená mletie efektívnosť | Mletie póry upchaté | Vyčistiť alebo obnoviť špeciálnou čistiacou tyčou |
Kľúčové body dennej údržby
Denná údržba je nevyhnutná na zabezpečenie dlhodobej a stabilnej prevádzky zariadenia. Pred začiatkom každého pracovného posunu sa musia vykonať nasledujúce inšpekcie: Koncentrácia chladiacej kvapaliny by sa mala skontrolovať pomocou refraktometra, aby sa zabezpečilo, že koncentrácia zostáva v rozmedzí 4%-6%; Tlak vzduchového systému by sa mal skontrolovať, aby sa udržal prevádzkový tlak 0,5-0,7 MPa; A brúsenie by sa malo vizuálne skontrolovať na praskliny, defekty alebo iné abnormality.
Údržba po zmene je rovnako dôležitá a zahŕňa: čistenie pracovného stola a magnetického oddelenia na odstránenie kovových lupienkov a abrazívne nahromadenie; utieranie vodiacich strážcov, aby sa zabránilo vstupu čipov do povrchu vodiacej cesty; Zaznamenávanie údajov o obliekaní kolies a počtu obrobkov spracovaných počas smeny a udržiavanie kompletného záznamu o prevádzke zariadenia.
Plán pravidelnej údržby
Týždenná údržba sa zameriava na kontrolu systému mazania sprievodcu, aby sa zabezpečilo, že úroveň tukov je najmenej 80% a aby boli mazacie čiary nepretržité. Hydraulický systém by sa mal dôkladne skontrolovať mesačne a zameriavať sa na diferenciál tlaku filtra. Ak diferenciál tlaku prekročí 0,3 MPa, musí sa filter vymeniť.
Systém vretena by sa mal profesionálne skontrolovať štvrťročne, pomocou vysoko presného mikrometru na meranie radiálneho zákutia vretena, ktorý by nemalo prekročiť 0,002 mm. Malo by sa tiež skontrolovať zvýšenie teploty vretena; Po štyroch hodinách nepretržitej prevádzky by nemala prekročiť 15 ° C. Ročná údržba vyžaduje, aby profesionálny technik vykonal úplnú kalibráciu strojového stroja a obnovil všetku presnosť polohovania podľa továrňových štandardov.
Správa životnosti kľúčových komponentov
Ako základná zložka sa odporúča vymeniť ložiská vretena po 8 000 hodinách prevádzky bez ohľadu na povrchový stav. Sprievodné posúvače majú zvyčajne životnosť päť rokov a mali by sa okamžite vymeniť, aby sa predišlo strate presnosti. Príruba brúsneho kolesa by sa mala kontrolovať krútiacim momentom každých 2 000 hodín, aby sa zabezpečila bezpečná a spoľahlivá inštalácia. Chladivo by sa malo úplne vymeniť každé tri mesiace, aby sa zabránilo zhoršeniu, ktoré ovplyvňuje výkon obrábania.
| Kategória | Údržba | Podrobnosti o prevádzke a normy | Cyklovanie | Požiadavky |
| Denná údržba | Kontrola chladiacej kvapaliny | Koncentrácia kontroly (4%-6%), pH (8,5-9,5), presnosť filtrácie ≤ 25 μm | Na smenu | Koncentrácia a nečistoty |
|
| Vizuálna kontrola brúsenia kolies | Skontrolujte, či nie sú praskliny, defekty a uvoľnené abrazívne častice a čisté vzduchové otvory (vzduchová pištoľ 0,6 MPA). | Každá zmena | Fotografujte a archivujte akékoľvek abnormality. |
| Skontrolujte systém tlaku vzduchu. | Uistite sa, že tlak je medzi 0,5-0,7 MPa a že v potrubí nedochádza k úniku. | Každá zmena | Zaznamenajte hodnotu tlaku. | |
| Týždenná údržba | Vodiace železničné mazanie | Pridajte špeciálne tuk, vyplňte ≥ 80% | Týždenný | Zaznamenajte body mazania a sumy |
|
| Kontrola hydraulického systému | Skontrolujte diferenciál tlaku filtra (<0,3 MPa) a hladinu oleja v označenom rozsahu. | Týždenný | Zaznamenajte tlakový rozdiel a hladinu oleja. |
| Kontrola dynamickej rovnováhy kolesa. | Na kalibráciu na g1.0 (nevyváženosť ≤ 0,4 g · mm/kg) použite dynamický vyrovnávač. | Týždenne alebo po zmene brúseného kolesa. | Zaznamenajte nevyváženosť. | |
| Mesačná údržba | Kontrola presnosti vretena | Zmerajte radiálny zátok (≤0,003 mm) a axiálnu hru (≤0,002 mm) | Mesačný | Uložiť inšpekčnú správu |
|
| Výmena chladiacej kvapaliny | Úplne vymeňte chladivo a vyčistite potrubia a nádrž. | Každé tri mesiace | Zaznamenajte dátum výmeny a číslo modelu. |
| Kalibrácia geometrickej presnosti stroja. | Skontrolujte zvislosť každej osi pomocou laserového interferometra (os x/z ≤ 0,005 mm/300 mm). | Štvrťročne | Uchovávajte kalibračné certifikát v spise. | |
| Výročná údržba | Úplná prepracovanie stroja | Zahŕňa brúsenie vodiacej koľajnice, nastavenie predpätia skrutiek a testovanie izolácie elektrického systému | Ročný | Kompletná správa o údržbe |
| Správa životnosti kľúčových komponentov | Výmena ložiska vretena | Povinná náhrada po 8 000 hodinách prevádzky s použitím keramických ložísk | Nahromadené po hodinách | Zaznamenajte čas výmeny a dávky |
|
| Vymeňte vodiace koľajnice a posúvače | Vymeňte každých 5 rokov alebo keď sa vyvíja významná hra | 5 rokov | Zaznamenajte dôvod výmeny |
| Kalibrácia prírubového kolesa | Skontrolujte rovinnosť (≤ 0,01 mm). Moment skrutky musí byť v súlade s pokynmi výrobcu. | Každých 2000 hodín | Zaznamenať hodnotu krútiaceho momentu | |
| Reakcia | Trhlina | Okamžite zastavte stroj → Skontrolujte ochranný kryt → Skontrolujte problémy s rýchlosťou/inštaláciou → Vymeňte brúsne koleso | V prípade trhliny | Vyplňte správu o incidente |
|
| Zlyhanie upínacieho obrobku | STOPOVÝ STROJ → Skontrolujte tlak svorky (3-5 MPa) → Zvýšte vizuálnu kontrolu → Optimalizácia umiestnenia | Keď k tomu dôjde | Zaznamenajte nápravné opatrenia |
Preventívne opatrenia na údržbu:
Bezpečnosť Najskôr: Pred údržbou odpojte napájanie a uvoľnite tlak. Noste ochranné vybavenie.
Nástroje: Používajte inšpekčné nástroje odporúčané výrobcovi (napríklad laserové interferometre a dynamické vyvažovače).
Preslednutie dát: Pre každú operáciu údržby je potrebné potvrdenie podpisu a údaje sa archivujú najmenej tri roky.
Abnormálne varovanie: Okamžite vypnite stroj na vyšetrenie, ak sa zistia problémy, ako sú zvýšené vibrácie alebo abnormálne zvýšenie teploty.
Odpoveď:
Extrémne dlhá životnosť: Tvrdosť CBN je na druhom mieste iba na diamant a jeho odolnosť proti opotrebeniu je viac ako 100 -krát väčšia ako ťažkosť mletia korundum, čo výrazne znižuje výmennú frekvenciu.
Vysoká tepelná stabilita: CBN vydrží teploty až do 1400 ° C, čo bráni popáleniu obrobku (konvenčné mlecie kolesá zlyhajú pri 800 ° C).
Vysoké presné zadržiavanie: Vitrifikovaná väzba vykazuje vynikajúcu tuhosť, stabilné mletie a môže dosiahnuť zúženú guľôčku menšiu ako 1 μm.
Vysoká účinnosť: Miera odstraňovania kovov sa zvyšuje o 30%-50%, čo je vhodný pre ťažko materiály, ako sú kalená oceľ a zliatiny s vysokou teplotou.
Veľkosť štrku:
Hrubé brúsenie (RA 0,8 μm): #80- #120
Jemné brúsenie (RA 0,1 μm): #400- #2000
Koncentrácia:
Tvrdená oceľ: 100%-150%
Karbid: 75%-100%
Spojivo:
Keramika z fázy skla: všeobecné účely
Mikrokryštalická keramika: Vysoké požiadavky na húževnatosť
A: Kroky na riešenie problémov:
Dynamické vyváženie: Mliebajúce koleso musí byť stupeň G1,0 (nevyváženosť ≤ 0,4 g · mm/kg).
Skontrolujte ložiská vretena: Vymeňte, ak radiálny priebeh> 0,003 mm.
Upraviť parametre:
Znížte lineárnu rýchlosť o 10%-15% (napr. Z 120 m/s na 100 m/s).
Znížte rýchlosť posuvu na 50% pôvodnej hodnoty.
Optimalizujte upínanie: Zvýšte body podpory obrobku a znížte previs.
Odpoveď: Bežné príčiny a riešenia:
| Spôsob | Riešenie |
| Nadmerné mletie parametre | Znížte rýchlosť linky alebo rýchlosť posuvu |
| Nedostatočná koncentrácia chladiacej kvapaliny (<4%) | Doplňte koncentrát na 6% |
| Mletie póry upchaté | Vyčistite pomocou vysokej tlakovej vzduchovej pištole 0,6 MPa |
| Zmeňte materiál obrobku (obsahuje tvrdú fázu) | Použite vyššiu koncentráciu (150%) alebo jemnejšie brúsenie kolesa |
Odpoveď:
Optimalizácia chladenia:
Prietok ≥ 15 l/min · mm (šírka brúsneho kolesa)
Použite interne chladené brúsne koleso alebo dvojitú dýzu (uhol 15 °)
Úprava procesu:
Zvýšte počet leštiacich cyklov (≥ 3 brúsky bez iskry)
Znížte mieru posuvu o 30%
Výber brúsenia kolesa:
Na zvýšenie rozptylu tepla použite brúsne koleso s vysokou pórovitosťou (30%-40%).
Odpoveď:
Kalibrácia geometrickej presnosti stroja:
Použite laserový interferometer na kontrolu kolmy X/Z kol. (Chyba ≤ 0,005 mm/300 mm).
Korekcia uhla mletého kolesa:
Na kalibráciu diamantového valčekového komody použite štandardný uhlový blok. Skontrolujte tuhosť príslušnosti:
Ovládajte upínaciu silu pri 3-5 MPa, aby ste zabránili deformácii obrobku.
Odpoveď:
Nástroj na šaty: Odporúčajú sa diamantové valčeky (dlhá životnosť a vysoká presnosť).
Nastavenia parametrov:
Rýchlosť posuvu obliekania: 0,002-0,005 mm/zdvih
Pomer rýchlosti obväzu: 0,4 až 0,8 (pomer lineárnej rýchlosti kolieska k valcovi)
Požiadavky na brúsenie: Po obliekaní sú potrebné tri prihrávky bez iskry.
Odpoveď:
Test voľnobežného behu: Zvýšte rýchlosť postupne na prevádzkovú rýchlosť a bežte po dobu 30 minút.
Dynamické vyváženie: Na prispôsobenie sa G1.0 použite online vyvažovač.
Test grinding Overenie:
Spracujte vzorky 2-3 a skontrolujte rozmery a kvalitu povrchu.
Na základe výsledkov jemne upravte množstvo obväzov alebo mletie.
Pravidelné značky chatovania
Charakteristiky: Periodné pruhy s vlnovou dĺžkou 0,1-0,5 mm
Liek:
Skontrolujte vibrácie základov (malo by byť ≤2 μm/s)
Upravte rýchlosť, aby sa predišlo rezonančným frekvenciám
Používajte nerovnomerne rozmiestnené brúsne koleso (špirálová flauta)
Popálenie povrchu
Kritériá: vrstva sfarbenia kyslíka
Kľúčové protiopatrenia:
Zvýšte prietok chladiacej kvapaliny na ≥15 l/min · mm
Prijmite interne chladený dizajn brúsenia kolies
Znížte rýchlosť posuvu o 30% a pridajte ďalšie tri leštiace prihrávky
Neobvyklé opotrebenie
Typický prípad: Životnosť klesá o viac ako 50%
Optimalizačné riešenie:
Upravte koncentráciu CBN (100-125% pre kalenú oceľ)
Modifikovať parametre obväzov (rýchlosť posuvu ≤ 0,001 mm/zdvih)
Abrazívne odlievanie obilia
Príznak: „Bald Spots“ sa objavujú na povrchu brúsneho kolesa
Koreňová príčina:
Nevýhody sily dlhopisov
Náraz na rezanie pravého uhla
Metódy zlepšovania:
Použite mikrokryštalické keramické brúsenie kolesa
Prijmite metódu rezania svahu <5 °
Rozmerová nestabilita
Kľúčové kontrolné body:
Kontrola okolitej teploty pri 20 ± 1 ° C
Spustite kompenzáciu merania online každých 10 kusov
Stanovte model kompenzácie tepelnej deformácie
Trhlina
Núdzové postupy:
Okamžitá pohotovostná zastávka
Skontrolujte integritu ochranného obalu
Skontrolujte, či rýchlosť presahuje limit
Obrobok
Preventívne opatrenia:
Používajte mechanické a hydraulické dvojité umiestnenie
Nainštalujte vizuálny potvrdzovací systém
Denná kontrola:
Koncentrácia chladiacej kvapaliny (4-6%)
Vzhľad brúsenia kolesa (trhliny/defekty)
Periodická údržba:
Týždenné: mazanie sprievodcu (náplň tukov ≥ 80%)
Mesačné: Inšpekcia vretena (≤ 0,003 mm)
Dodatok: Tabuľka rýchlej diagnostiky
| Popis problému | Položky kontroly priority | Časový limit |
| Známka chatovania | Dynamické vyváženie/ložiská | Do 2 hodín |
| Popáliť | Chladiaci systém | Okamžité vypnutie |
| Dimenzionálny výkrik | Kompenzácia | Vyriešte počas smeny |
Vrodené výhody určené podľa vlastností materiálov
Nenahraditeľné superrabrazivy
CBN (kubický bór nitrid) sa môže pochváliť tvrdosťou 4500 HV, druhá iba na diamant, ale jej vysoká teplota (1400 ° C) ďaleko presahuje diamant (ktorý oxiduje pri 800 ° C).
Typické porovnanie: Pri obrábaní kalenej ocele (HRC 60) je životnosť kolesa CBN 100 -násobok životnosti kolesa Corundum.
Synergické účinky vitrifikovaných väzieb: Mikrokryštalická keramická štruktúra kombinuje tuhosť (elastický modul 100 GPA) s vlastnými vlastnosťami.
Kontrolovateľná pórovitosť (5%-40%) zlepšuje rozptyl tepla v porovnaní s väzbami na živicu/kov.
Prielom v presnej zadržaní
Stabilita na úrovni
Miera straty zŕn <0,1%za hodinu, zabezpečuje nasledujúce aj po 2000 cykloch:
Okrúhlosť ≤ 1 μm
Tolerancia uhla kužeľa ± 0,003 °
Kontrola tepelnej deformácie
Tepelná vodivosť je 1300 W/(m · K) a teplota mletia je o 200 ° C nižšia ako teplota mletia korundum.
Namerané údaje: povrchová teplota obrobku <150 ° C pri brúsení zliatin titánu (konvenčné procesy> 400 ° C)
Technologický vývoj vpred
Prirodzený vhodný pre inteligentné brúsenie
Vysoko predvídateľné správanie pri opotrebení, vhodné pre:
Modelovanie digitálnych dvojčiat
Algoritmus adaptívneho riadenia
Aktuálne vedúce riešenie: Grinding kolies zostávajúce chybu predikcie života <3%
Trendy výroby zelenej
Porovnanie spotreby energie:
Konvenčné brúsenie: 25 kW · H/100 kusov
Brúsenie CBN: 8kW · H/100 kusov
50% zníženie spotreby chladiacej kvapaliny

Kategória: Špeciálny ventil CNC brúska Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém...
Viac
Kategória: Špeciálny ventil CNC brúska Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém...
Viac
Kategória: Špeciálny ventil CNC brúska Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém...
Viac
Kategória: Obrábanie Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém riadenia kvality ...
Viac
Kategória: Bezstráňový mlynček Prehľad: Spoločnosť implementuje a implementuje rôzne požiadavky na správu systému, neustále inovuje ...
Viac
Kategória: Zváracie zariadenie Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém riadeni...
Viac
Kategória: Ventil slepý lišta Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém riadenia...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac
Kategória: Výrobné pomocné výrobky Prehľad produktu: Spoločnosť schválila certifikáciu rôznych systémov, ako je napríklad systém ria...
Viac



